Laser welding has become a standard process across high-volume manufacturing environments—automotive stamping plants, aerospace fabrication shops, medical device cleanrooms, and electronics assembly lines. Where tight tolerances, minimal heat distortion, and high throughput matter, laser welding delivers what conventional arc processes simply can’t match. This guide covers everything a manufacturing or welding engineer needs to know: how the process works, what equipment is involved, key process parameters, industry applications, and real limitations you’ll face on the floor.
📘 Suggested Course: Introduction to Welding Technologies and Processes
👉 If you want to understand welding fundamentals, welding technologies, and industrial welding processes with real-world engineering applications, this course is highly recommended.
👉 Learn complete welding technology fundamentals here: [https://trk.udemy.com/rELmoG]
👉 Get full subscription access: https://trk.udemy.com/PzKGrq
What Is Laser Welding?
Laser welding is a fusion welding process that uses a concentrated beam of coherent light to melt and join base metals. The laser beam delivers extremely high energy density to a small spot—typically between 0.1 mm and 1.0 mm in diameter—creating a narrow, deep weld pool that solidifies rapidly.
Unlike MIG or TIG welding, there is no electrode, no filler wire by default (though it can be added), and no arc instability. The energy source is entirely optical. This makes it inherently repeatable and well-suited to automation.
Working Principle of Laser Welding:
1). Laser Beam Generation:
- A laser source—whether fiber, CO₂, or Nd:YAG—produces a coherent, monochromatic beam through stimulated emission. In fiber laser systems, rare-earth elements like ytterbium are doped into an optical fiber and excited by pump diodes. The resulting beam exits the fiber with very high beam quality (low M² value), allowing it to be focused to a very tight spot.
2). Energy Concentration:
- The beam is directed through a series of optical elements—collimating lenses, beam splitters, and focusing optics—before reaching the workpiece. At the focal point, power densities can reach 10⁶ to 10⁷ W/cm², which is orders of magnitude higher than plasma arc or flame processes.
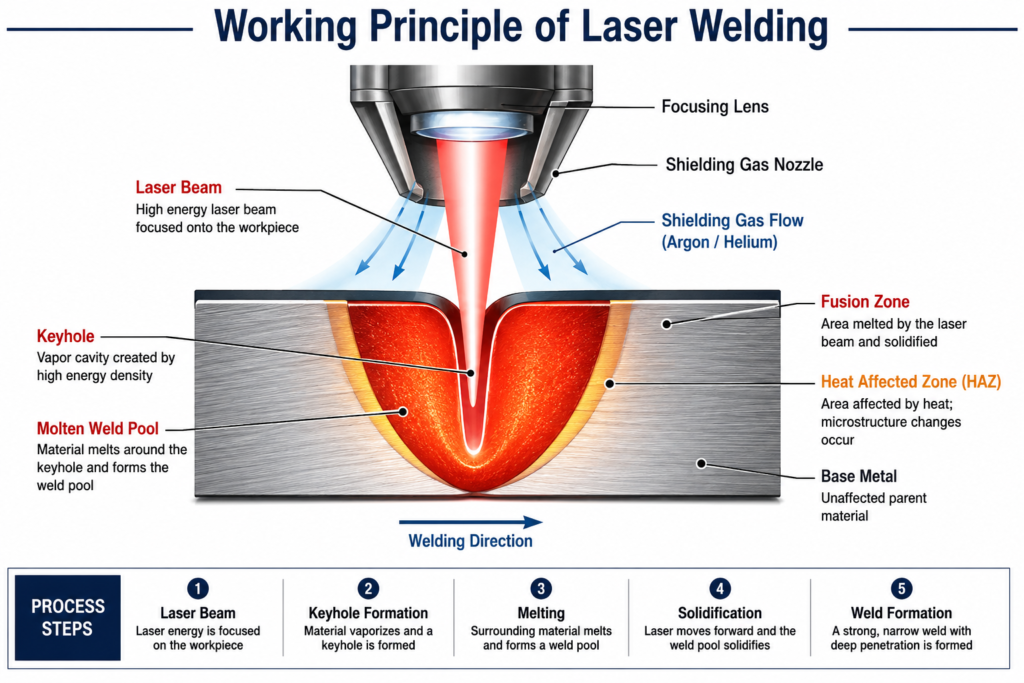
3). Material Melting: Conduction vs. Keyhole Mode:
- At moderate power densities, the laser heats the surface and melts material through thermal conduction—similar to a TIG bead profile but faster. At higher power densities, the metal vaporizes locally and forms a vapor-filled cavity called a keyhole. The keyhole allows the beam to penetrate deep into the material, creating the high aspect ratio weld bead laser welding is known for.
4). Solidification:
- Once the beam moves on, the molten metal in the keyhole collapses and solidifies rapidly due to the small weld pool volume and high thermal gradient. Cooling rates can exceed 10³–10⁴ °C/second, which influences grain structure and mechanical properties of the finished joint.
📘 Suggested Course: Understanding Welding Symbols
👉 If you want to understand welding symbols, fabrication drawings, and engineering documentation with real-world industrial applications, this course is highly recommended.
👉 Learn complete welding symbol interpretation fundamentals here: [https://trk.udemy.com/oN5kZg]
👉 Get full subscription access: https://trk.udemy.com/PzKGrq
Main Parts of a Laser Welding System:
1). Laser Source:
- The laser source generates the beam. In industrial laser welding machines, this is most commonly a fiber laser (500 W to 20+ kW), a CO₂ laser, or a disk laser. The source rating determines maximum achievable penetration depth and welding speed. Fiber lasers have largely displaced CO₂ in most new installations due to better wall-plug efficiency and compatibility with fiber delivery.
2). Beam Delivery System:
- The beam travels from the source to the welding head through a flexible optical fiber or a series of mirrors. Fiber delivery is preferred for robotic applications because it allows significant standoff distance between the laser cabinet and the weld station, simplifying integration into automated welding systems.
3). Focusing Optics:
- Collimating and focusing lenses shape the beam to the required spot diameter at the work surface. The focal length determines depth of field and spot size. Shorter focal lengths produce tighter spots and more power density but are more sensitive to standoff variation. Protective windows (cover slides) sit in front of the optics and need regular inspection and replacement in spatter-heavy environments.
4). Welding Head:
- The welding head integrates the focusing optics, shielding gas nozzle, and sometimes a wire feed system or seam-tracking sensor. Remote welding heads use galvanometric scanners to deflect the beam at high speed across a field, enabling weave patterns or multi-spot strategies without physically moving the head.
5). Cooling System:
- High-power laser sources and optics require active water cooling. A closed-loop chiller maintains coolant temperature within ±0.5°C of setpoint. Thermal drift in the optics degrades beam quality and focus position. Industrial facilities running multi-shift operations need to verify chiller performance as part of routine preventive maintenance.
6). Motion Control System:
- In most production environments, the laser welding head is mounted on a CNC gantry, a robotic arm (6-axis), or a fixed scanner over a moving fixture. Motion accuracy directly affects weld seam geometry. Robotic systems require periodic TCP (Tool Center Point) recalibration, especially in high-cycle applications.
7). Shielding Gas System:
- Shielding gas protects the molten weld pool from atmospheric oxidation and also manages the plasma plume that forms above the keyhole. Common gases include argon, helium, or nitrogen—selection depends on the base material and required weld quality. Helium’s low ionization potential suppresses plasma more effectively at high power levels.
8). Control Unit:
- The PLC or CNC controller manages laser power, pulse timing, shutter control, motion synchronization, and interlock logic. Modern laser welding equipment logs weld parameter data in real time for quality traceability, which is increasingly required in aerospace and medical manufacturing.
📘 Suggested Course: Mechanical Engineering Design – The Ultimate Course
👉 If you want to understand mechanical design principles, engineering calculations, material selection, and machine component design with real-world engineering applications, this course is highly recommended.
👉 Learn complete mechanical engineering design fundamentals here: [https://trk.udemy.com/bkPM9B]
👉 Get full subscription access: https://trk.udemy.com/PzKGrq
Types of Laser Welding:
1). Fiber Laser Welding:
- The dominant technology in new industrial installations. Fiber lasers offer high beam quality, high wall-plug efficiency (30–40%), and output powers from a few hundred watts to 100 kW for specialty cutting applications. Wavelength is ~1070 nm, which is well-absorbed by most metals including steel, aluminum, copper, and titanium.
2). CO₂ Laser Welding:
- Operates at 10.6 µm wavelength. CO₂ lasers were the industry standard for two decades and remain in service in many established plants. They require beam delivery by mirrors (cannot use optical fiber at this wavelength), which complicates robot integration. Poorly absorbed by highly reflective materials. Efficiency is lower than fiber (~10–15%).
3). Nd:YAG Laser Welding:
- Solid-state lasers operating at 1064 nm. Pulsed Nd:YAG systems are widely used in jewelry, medical device, and electronics applications requiring fine precision. Fiber delivery is possible. Average power is typically lower than modern fiber lasers, but peak pulse power can be very high, useful for spot welding thin foils or dissimilar metals.
4). Hybrid Laser Welding:
- Combines a laser beam with a MIG or TIG arc at the same weld location. The laser provides deep penetration while the arc adds filler metal and increases gap bridging capability. Widely used in shipbuilding and heavy structural fabrication where joint fit-up is imperfect and full laser welding would be impractical.
Important Process Parameters:
1). Laser Power:
- Power (measured in watts or kilowatts) determines the energy available for melting. Higher power enables faster travel speed or deeper penetration. Too little power results in lack-of-fusion defects. Too much causes excessive vaporization, porosity, and undercut.
2). Welding Speed:
- Travel speed controls heat input per unit length. Faster speeds reduce heat input, produce narrower HAZ, and minimize distortion—but demand higher power to maintain penetration. Optimal speed depends on material thickness, fit-up, and joint configuration.
3). Focal Position:
- The position of the beam focus relative to the top surface of the workpiece. Focusing on the surface maximizes power density at the top; focusing below the surface (defocusing into the part) can stabilize the keyhole in thicker sections. Focal position shifts with lens wear, thermal expansion, and part height variation—seam-tracking or adaptive optics compensate in automated systems.
4). Beam Diameter:
- Spot size at the work surface determines power density. A 0.2 mm spot at 2 kW delivers far more W/cm² than a 1.0 mm spot at the same power. Beam diameter is adjusted by changing focal length or working distance.
5). Shielding Gas Selection:
- Argon is cost-effective and works well for steel. Helium is preferred for high-power applications where plasma suppression is critical. Nitrogen can cause porosity in austenitic stainless steel welds. Gas flow rate and nozzle standoff distance both affect coverage and plume suppression.
6). Heat Input:
- Calculated as (Power × 60) / (Travel Speed × 1000) in kJ/mm. Managing heat input is critical for materials sensitive to HAZ softening (like high-strength low-alloy steels) and for controlling distortion in thin sections.
📘 Suggested Course: Basics of Sheet Metal Design for Mechanical Design Engineers
👉 If you want to understand sheet metal design fundamentals, manufacturing considerations, and industry-standard design practices with real-world engineering applications, this course is highly recommended.
👉 Learn complete sheet metal design fundamentals here: [https://trk.udemy.com/vDQJqA]
👉 Get full subscription access: https://trk.udemy.com/PzKGrq
Industrial Applications of Laser Welding:
1). Automotive Manufacturing:
- Laser welding is used extensively in body-in-white (BIW) assembly for roof seams, door assemblies, tailgate structures, and hydroformed tubes. Tailor-welded blanks—sheets of different thickness or grade joined before stamping—are produced by laser welding and then drawn into door inners, floor pans, and B-pillars. Powertrain components including gear clusters, torque converters, and differential cases are laser welded for high joint efficiency in tight spaces.
2). Aerospace Industry:
- Titanium airframe components, engine blade repair, and structural brackets are laser welded under controlled conditions. The narrow HAZ and low distortion are critical for maintaining dimensional stability of machined surfaces. Many aerospace applications require full penetration weld verification by X-ray or phased-array ultrasonic testing.
3). Medical Device Manufacturing:
- Surgical instruments, implant components (hip and knee), hypodermic needles, and pacemaker housings are joined using pulsed Nd:YAG or fiber laser systems. The ability to weld in small areas without excessive heat transfer to adjacent sensitive components is a primary reason laser welding dominates in this sector.
4). Electronics Industry:
- Hermetic sealing of sensor packages, battery tabs, EMI shielding cans, and connector pins requires the precise control only laser welding delivers. Dissimilar metal combinations—copper to aluminum, nickel to steel—are routinely joined in battery module production using carefully optimized pulse parameters.
5). Oil and Gas Equipment Manufacturing:
- High-pressure valve bodies, instrumentation fittings, and subsea connector components are laser welded where dimensional precision and joint strength are non-negotiable. Corrosion-resistant alloy cladding of internal bores using laser cladding (a related process) is also common in this sector.
6). Heavy Equipment Fabrication:
- Tractor frames, hydraulic cylinder tubes, and boom arms benefit from laser welding when high-strength steel grades are used and heat input must stay low to avoid HAZ softening. Hybrid laser-MIG is often the preferred approach here for its gap bridging capability combined with deep penetration.
7). Battery Manufacturing:
- EV battery cell and module production relies heavily on laser welding for terminal connections, busbar-to-cell tabs, and module casing seams. Speed, precision, and low spatter generation are critical. Remote scanning heads enable high-speed multi-spot welding across large battery arrays in a single fixturing.
8). Precision Sheet Metal Fabrication:
- Medical cabinets, laboratory enclosures, food processing equipment, and HVAC components in stainless steel are laser welded for clean cosmetic joints with minimal post-weld grinding. The combination of low distortion and high travel speed makes laser welding cost-competitive with TIG on thin-gauge parts (under 3 mm).
📘 Suggested Course: Introduction to Metallurgy
👉 If you want to understand the fundamentals of metallurgy, material properties, heat treatment processes, and metal behavior in engineering applications, this course is highly recommended.
👉 Learn complete metallurgy fundamentals here: [https://trk.udemy.com/7Xnvk3]
👉 Get full subscription access: https://trk.udemy.com/PzKGrq
Advantages of Laser Welding:
Deep Penetration: Keyhole mode welding achieves depth-to-width ratios of 5:1 to 10:1, enabling single-pass welds on sections that would require multi-pass TIG or MIG.
High Production Speed: Travel speeds of 1–10 m/min (and higher for thin gauge) are routine, giving laser welding a significant throughput advantage over TIG in high-volume production.
Reduced Distortion: The small heat-affected zone and rapid solidification minimize thermal distortion—critical for precision-machined assemblies and thin-wall structures.
Excellent Repeatability: Once parameters are locked in and fixturing is stable, laser welding produces consistent bead geometry and mechanical properties from the first part to the millionth.
Automation Compatibility: Laser welding heads integrate directly with CNC machines, robotic arms, and galvo-scanner systems. The process is easily controlled via digital I/O and fieldbus protocols (EtherNet/IP, PROFINET).
Reduced Post-Weld Processing: Lower spatter compared to MIG, narrow bead profiles, and minimal distortion reduce grinding, straightening, and rework time—reducing overall manufacturing cost.
High Precision: Spot sizes under 0.3 mm allow welding on components where conventional arc processes would cause collateral damage.
Limitations and Challenges:
Equipment Cost: Capital cost for an industrial fiber laser welding system runs from $150,000 to over $1,000,000 depending on power level, motion system, and integration complexity. ROI analysis must account for reduced labor, scrap, and rework.
Joint Fit-Up Requirements: Laser welding has almost no tolerance for joint gaps. Butt joints typically require gap-to-thickness ratios below 10%. This demands precise fixturing and tight part tolerances throughout the upstream manufacturing process.
Reflective Materials: Copper, gold, and aluminum reflect significant portions of the 1070 nm fiber laser wavelength. High-power systems or short-wavelength (green or blue) lasers are required for reliable copper welding, increasing system cost.
Operator Skill Requirements: While the process is automated, engineers and technicians setting up laser welding processes need to understand optics, beam-material interaction, and process metallurgy. Troubleshooting porosity, cracking, or inconsistent penetration requires a higher technical baseline than conventional arc welding.
Maintenance Requirements: Cover slides, collimating fibers, process fibers, and focusing lenses require scheduled inspection and replacement. Contaminated optics cause beam quality degradation that may not be immediately obvious but degrades weld quality over time.
📘 Suggested Course: Non-Destructive Testing (NDT) Level II – Full Course
👉 If you want to understand non-destructive testing methods, inspection techniques, and defect evaluation with real-world industrial applications, this course is highly recommended.
👉 Learn complete NDT Level II fundamentals here: [https://trk.udemy.com/m4jPqZ]
👉 Get full subscription access: https://trk.udemy.com/PzKGrq
Laser Welding vs. Traditional Arc Welding:

| Parameter | Laser Welding | MIG/TIG Welding |
| Heat Input | Very low | Moderate to high |
| Welding Speed | High (1–10+ m/min) | Low to moderate |
| HAZ Width | Narrow (0.1–0.5 mm) | Wide (1–5 mm) |
| Distortion | Minimal | Moderate to significant |
| Joint Fit-Up Tolerance | Tight (<0.1 mm gap typical) | Flexible |
| Automation Suitability | Excellent | Good |
| Penetration Profile | Deep, narrow (keyhole) | Shallow, wide |
| Filler Material | Optional | Standard (MIG) / Optional (TIG) |
| Equipment Cost | High | Low to moderate |
| Operator Skill Required | High (setup/process eng.) | Moderate to high |
| Post-Weld Cleanup | Minimal | Moderate |
| Thick Section Capability | Good (multi-kW systems) | Excellent (multi-pass) |
Safety Considerations During Laser Welding:
1). Eye Protection:
- Laser radiation at 1070 nm is invisible and will cause permanent retinal damage without any warning sensation. All personnel in the laser operating area must wear wavelength-specific laser safety eyewear rated for the OD (optical density) appropriate for the laser class and output power. Viewing ports on enclosures require equivalent optical filtering.
2). Laser Safety Classes:
- Industrial laser welding systems are Class 4 lasers—the highest hazard classification. Unenclosed Class 4 beams require a Laser Safety Officer (LSO), controlled access areas, and administrative controls. Most production installations use fully enclosed Class 1 systems where the enclosure reduces accessible emission to safe levels.
3). Fume Extraction:
- Laser welding generates metal vapor, particulate, and in some cases toxic fumes (hexavalent chromium from stainless steel, beryllium from copper alloys). Local exhaust ventilation (LEV) with filtration appropriate to the materials being welded is mandatory. OSHA’s 1910.252 general welding standards and material-specific PELs apply.
4). Fire Prevention:
- The focused beam can ignite combustible materials if misdirected. Work areas must be free of flammable materials, and interlocks should prevent beam emission if the enclosure is open. Shielding gas supplies should include flow monitoring to detect supply failures.
5). Equipment Inspection:
- Regular inspection of beam delivery fibers for jacket damage, verification of interlock function, and checking optical components for contamination are all part of a sound preventive maintenance program. A damaged process fiber can allow beam leakage at the connector, creating an uncontrolled hazard.
📘 Suggested Course: Design for Mechanical Assembly and Constraint-Based Design
👉 If you want to understand mechanical assembly principles, design constraints, and practical engineering design techniques used in real-world applications, this course is highly recommended.
👉 Learn complete mechanical assembly and constraint-based design fundamentals here: [https://trk.udemy.com/jRQ90a]
👉 Get full subscription access: https://trk.udemy.com/PzKGrq
Frequently Asked Questions:
1. What materials can be welded with laser welding?
- Most metals can be laser welded, including carbon steel, stainless steel, aluminum, titanium, nickel alloys, and copper. Some materials like reflective copper require specialized wavelengths (green laser at 515 nm) or high-power systems to achieve reliable coupling.
2. What is the maximum thickness laser welding can handle?
- With high-power fiber lasers (10–20 kW), single-pass penetration in steel can reach 15–25 mm. Aluminum requires more power for equivalent penetration. Multi-pass laser welding extends these limits further in specialty applications.
3. How does laser welding compare to electron beam welding?
- Both deliver high energy density and deep penetration. Electron beam welding achieves even higher penetration but requires a vacuum chamber, limiting part size and adding significant cycle time. Laser welding operates in air (with shielding gas) and is more flexible for large assemblies and in-line automation.
4. Can laser welding be used for dissimilar metal joints?
- Yes, with appropriate parameter development. Common combinations include steel to aluminum (with interlayer management), copper to nickel, and copper to aluminum for battery applications. Intermetallic formation at the joint interface must be controlled through careful heat input management.
5. What is the typical power range for industrial laser welding machines?
- Most production laser welding machines operate between 1 kW and 6 kW for sheet metal and automotive applications. Thick-section structural applications may use 10–20 kW systems. Precision electronics and medical applications often use 100–500 W pulsed systems.
6. Why does porosity occur in laser welds?
- Porosity is typically caused by keyhole collapse, moisture contamination on the base metal, dissolved gases (especially hydrogen in aluminum), or insufficient shielding gas coverage. Root cause analysis involves correlating pore location with welding parameters and material prep conditions.
7. What fixturing tolerances are required for laser welding?
- Butt joint gaps should generally be kept below 10% of material thickness. For a 2 mm steel sheet, that means gaps under 0.2 mm. Flange and lap joints are more forgiving but still require consistent contact pressure across the weld zone.
8. Is laser welding suitable for small batch production?
- It can be cost-effective in small batches if the process stability and part quality requirements justify the equipment investment. For low-volume specialty parts (aerospace, medical), the quality and precision advantages often outweigh the higher capital cost. Flexible robotic systems also help amortize equipment cost across multiple part families.
Final Thoughts:
Laser welding is a mature, well-characterized manufacturing process—not a niche technology. When the application fits—tight tolerances, thin sections, high production volumes, automation requirements—it outperforms conventional arc processes on quality, speed, and total cost. The barriers are real: capital cost is high, joint fit-up demands are strict, and process engineers need genuine technical depth to optimize parameters and troubleshoot defects. Any manufacturing operation evaluating laser welding should run a thorough application assessment covering material compatibility, joint design, fixturing requirements, and production volume before committing. Done right, laser welding process integration reduces scrap, eliminates secondary operations, and holds tolerances that arc welding simply can’t deliver at scale.