Introduction:
You pull a shift on a Monday morning and the production line is down. The conveying pipeline is blocked, the blower is overloaded, and nobody can pinpoint whether the issue started at the rotary valve or deeper in the line. This is a common scenario in US bulk material handling facilities, and it costs real money every hour.
Pneumatic Conveyor Systems are the backbone of bulk transport in food processing, pharmaceutical manufacturing, chemical plants, and plastics compounding across the United States. When they run well, they are nearly invisible. When they fail, they take production down with them.
This guide covers the 10 most widely used types, how they work, what they need to keep running, and how to fix the most common field failures. Whether you are specifying a new system or troubleshooting an existing one, this is the reference you need on the plant floor.
📘 Suggested Course: Robotics & Mechatronics 1 – Machine Theory & Production Lines
👉 If you want to understand machine theory, automation concepts, production line systems, and robotics fundamentals with real-world industrial applications, this course is highly recommended.
👉 Learn complete robotics and mechatronics fundamentals here: [https://trk.udemy.com/GbVdom]
👉 Get full subscription access: https://trk.udemy.com/PzKGrq
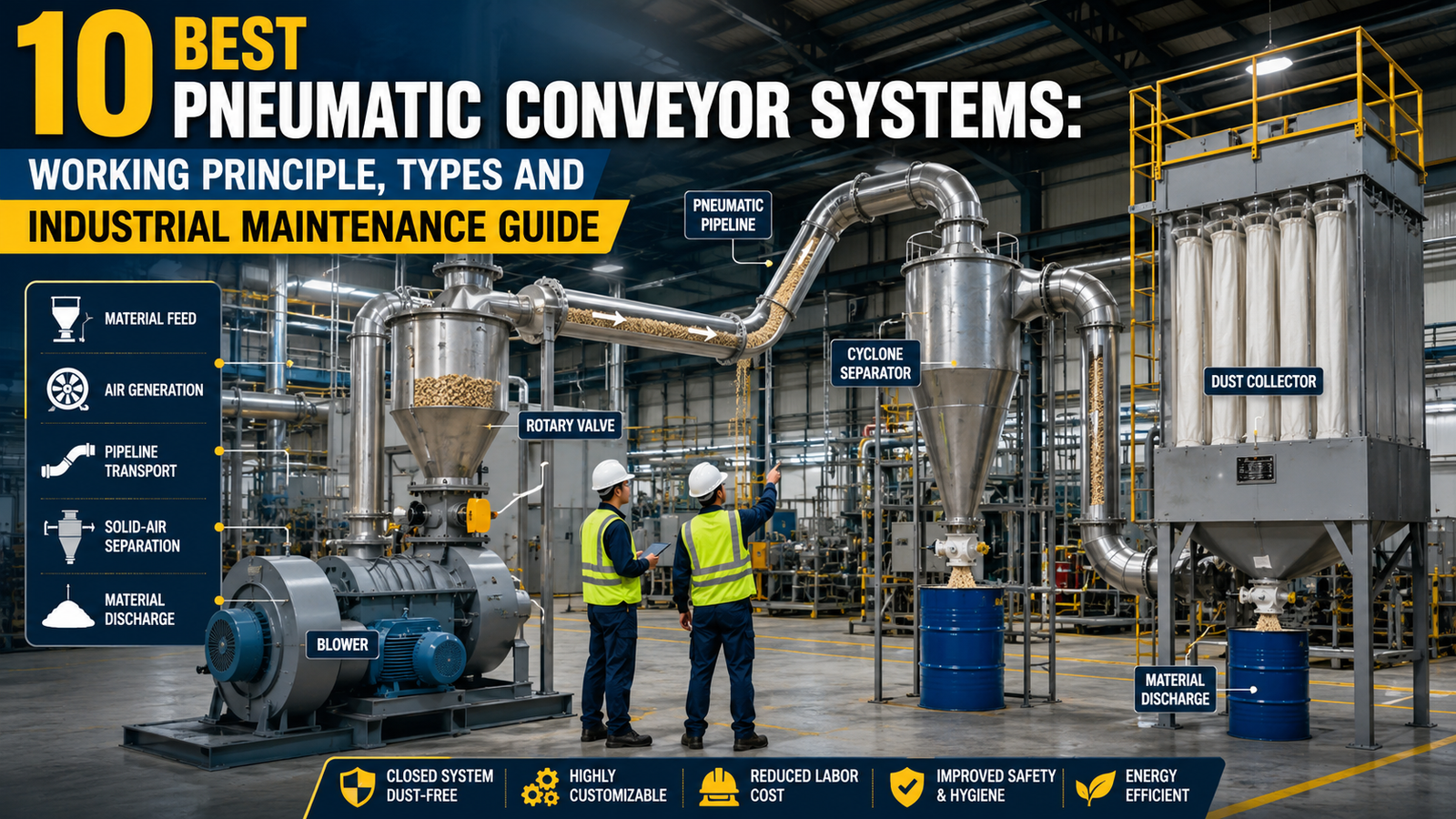
What Is a Pneumatic Conveyor System?
- A Pneumatic Conveyor System moves bulk dry materials — powders, pellets, granules, and flakes — through enclosed pipelines using an air stream generated by a blower or compressor. The material is either suspended in the airflow (dilute phase) or pushed in slugs at lower velocity (dense phase).
- These systems replace mechanical conveyors in applications where contamination control, dust containment, or complex routing is required. They are a standard solution across US food, pharmaceutical, plastics, cement, and chemical industries.
Working Principle of Pneumatic Conveyor Systems:
The basic process follows a consistent sequence regardless of system type:
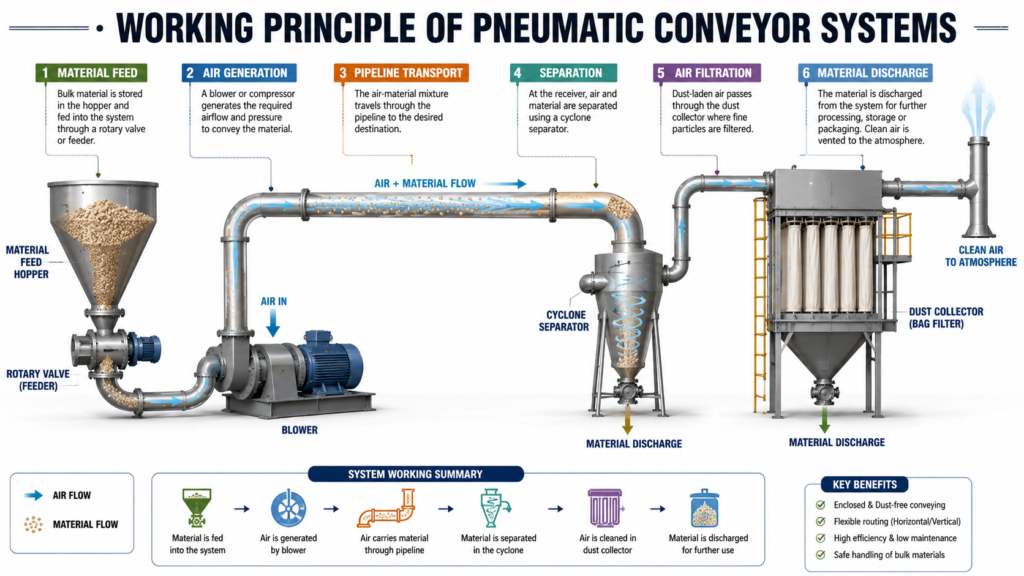
- Material Feed: Bulk material enters the pipeline through a hopper, rotary valve, or injector.
- Air Generation: A blower or compressor produces the required airflow and pressure.
- Pipeline Transport: The air-material mixture travels through steel or HDPE piping to the destination.
- Separation: A cyclone separator or baghouse filter separates material from the air stream.
- Discharge: Clean material exits to storage, processing, or packaging. Filtered air is vented safely.
The key design variable is the air-to-material ratio. High ratios mean dilute phase; lower ratios with higher pressure produce dense phase transport.
10 Best Pneumatic Conveyor System Types:
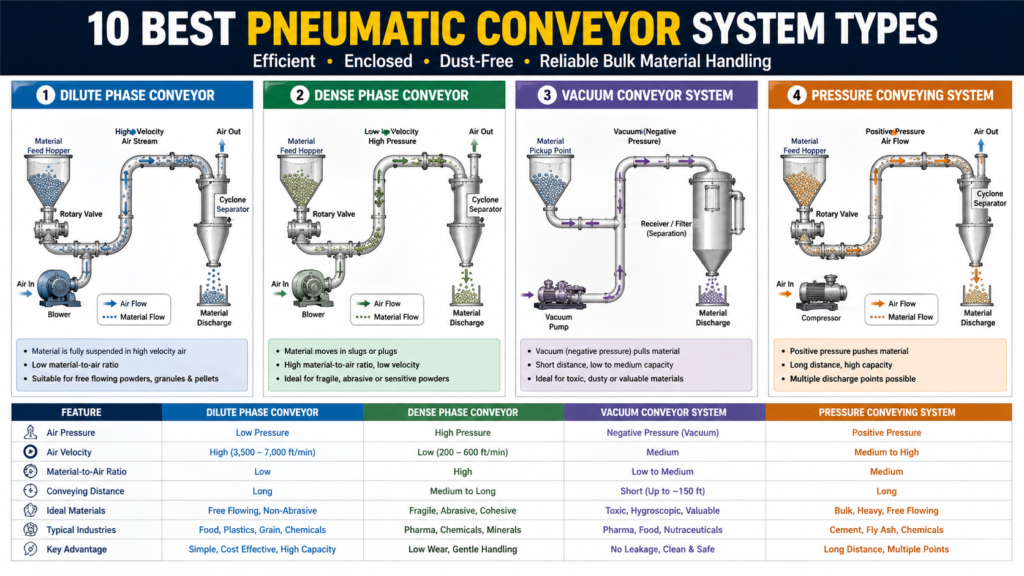
1. Dilute Phase Conveyor:
- Operating Principle: Material is fully suspended in a high-velocity air stream (typically 3,500–7,000 ft/min). The material-to-air ratio is low.
- Typical Industries: Grain processing, plastics, food ingredients, sugar refineries.
- Advantages: Simple design, cost-effective for light materials, high throughput capability.
- Limitations: High material degradation, significant wear on bends, not suitable for fragile or abrasive products.
- Maintenance Points: Inspect elbows and bends monthly for wall thinning. Check blower inlet filters weekly.
📘 Suggested Course: Machine Design Basics II – Screws, Fasteners, Springs & Belts
👉 If you want to understand machine design fundamentals, fasteners, spring systems, belt drives, and mechanical component selection with real-world engineering applications, this course is highly recommended.
👉 Learn complete machine design fundamentals here: [https://trk.udemy.com/JkVdoq]
👉 Get full subscription access: https://trk.udemy.com/PzKGrq
2. Dense Phase Conveyor:
- Operating Principle: Material moves in slugs or plugs at low velocity (200–600 ft/min) using high pressure air. The material-to-air ratio is high.
- Typical Industries: Pharmaceutical plants, specialty chemicals, carbon black, fine powders.
- Advantages: Minimal product degradation, low wear on pipelines, suitable for fragile or abrasive materials.
- Limitations: Higher capital cost, requires accurate pressure profiling, not ideal for all powder types.
- Maintenance Points: Monitor pressure differential across pipeline segments. Inspect booster air injection points quarterly.
3. Vacuum Conveyor Systems:
- Operating Principle: A vacuum pump creates negative pressure, pulling material from the pickup point through the pipeline to a receiver.
- Typical Industries: Food processing, pharmaceutical tablet manufacturing, nutraceuticals.
- Advantages: No material leakage into environment, excellent for toxic or sensitive powders, easy to clean between batches.
- Limitations: Limited conveying distance (typically under 150 ft), lower throughput compared to pressure systems.
- Maintenance Points: Check vacuum pump oil levels weekly. Inspect filter sock on receiver every shift. Leak-test line connections monthly.
📘 Suggested Course: Process Control & Instrumentation – 16 Hour Masterclass
👉 If you want to understand process control fundamentals, instrumentation systems, measurement techniques, and control strategies with real-world industrial applications, this course is highly recommended.
👉 Learn complete process control and instrumentation fundamentals here: [https://trk.udemy.com/oNL6PO]
👉 Get full subscription access: https://trk.udemy.com/PzKGrq
4. Pressure Conveying Systems:
- Operating Principle: Positive pressure from a compressor or blower pushes material from a feed point to one or multiple discharge destinations.
- Typical Industries: Cement plants, fly ash handling, chemical bulk terminals.
- Advantages: Long-distance capability, ability to serve multiple destinations from one source.
- Limitations: Requires effective dust collection at discharge. Rotary valve sealing is critical.
- Maintenance Points: Inspect rotary valve clearances every 3 months. Verify compressor output pressure weekly.
5. Positive Pressure System:
- Operating Principle: Operates at above-atmospheric pressure throughout the entire pipeline. A high-pressure blower or compressor drives airflow.
- Typical Industries: Plastics compounding, pet food, grain elevators.
- Advantages: High throughput, suitable for long horizontal runs and vertical lifts.
- Limitations: Dust management at silos and receivers requires robust collection equipment.
- Maintenance Points: Monitor blower discharge temperature. Check expansion joints and flexible couplings for cracks every quarter.
📘 Suggested Course: Steam Boilers – Principles, Operations, Design & Control
👉 If you want to understand steam boiler working principles, operational processes, design concepts, and control systems with real-world industrial applications, this course is highly recommended.
👉 Learn complete steam boiler engineering fundamentals here: [https://trk.udemy.com/aNAGzq]
👉 Get full subscription access: https://trk.udemy.com/PzKGrq
6. Negative Pressure System:
- Operating Principle: Operates below atmospheric pressure across the entire pipeline. The vacuum source is placed downstream of the separator.
- Typical Industries: Chemical processing, pigment manufacturing, rubber processing.
- Advantages: Any pipeline leaks pull inward, so hazardous materials cannot escape to the environment.
- Limitations: Moisture ingress possible if seals fail. Limited to shorter distances.
- Maintenance Points: Perform vacuum decay tests on all joints monthly. Inspect vacuum pump diaphragm or impeller biannually.
7. Combination (Push-Pull) System:
- Operating Principle: Combines vacuum pickup at the source with positive pressure delivery at the destination, allowing longer total conveying distances.
- Typical Industries: Large food manufacturing facilities, grain terminals, multi-floor plastic processing plants.
- Advantages: Greater flexibility in plant layout, handles both long distances and enclosed pickup.
- Limitations: More complex controls and higher maintenance overhead due to dual air systems.
- Maintenance Points: Verify pressure-vacuum transition point performance quarterly. Maintain two separate PM schedules.
📘 Suggested Course: Design for Mechanical Assembly and Constraint Based Design
👉 If you want to understand mechanical assembly principles, constraint-based design methods, and practical design techniques with real-world engineering applications, this course is highly recommended.
👉 Learn complete mechanical design fundamentals here: [https://trk.udemy.com/ZVKjz0]
👉 Get full subscription access: https://trk.udemy.com/PzKGrq
8. Rotary Valve Conveyor:
- Operating Principle: A rotary airlock valve (star valve) meters material into the pressurized pipeline at a controlled rate while acting as an air seal.
- Typical Industries: Flour mills, starch plants, spice processing, bulk material offloading terminals.
- Advantages: Excellent feed rate control, widely available parts and service support across the US.
- Limitations: Rotor tip wear causes air leakage over time, reducing conveying efficiency.
- Maintenance Points: Measure rotor tip clearance every 6 months. Replace end plates and seals per manufacturer schedule.
9. Air Injection Conveyor:
- Operating Principle: Air is injected at multiple points along the pipeline to maintain material velocity and break up slugs. Used primarily in dense phase systems.
- Typical Industries in USA: Cement manufacturing, fly ash systems, heavy chemical plants.
- Advantages: Prevents line plugging in long runs, allows transport of difficult-to-convey materials.
- Limitations: Injection nozzles are wear points; clogged nozzles cause immediate blockage downstream.
- Maintenance Points: Inspect and clean injection nozzles monthly. Verify solenoid valve response time quarterly.
📘 Suggested Course: Advanced Diploma in Mechanical Engineering
👉 If you want to strengthen your understanding of mechanical engineering fundamentals, design concepts, and practical industrial applications, this course is highly recommended.
👉 Learn complete mechanical engineering concepts here: [https://trk.udemy.com/k4MMDM]
👉 Get full subscription access: https://trk.udemy.com/PzKGrq
10. Closed Loop Conveyor:
- Operating Principle: Recirculates the conveying air back to the blower inlet after separation, reducing energy consumption and controlling emissions.
- Typical Industries in USA: Chemical plants handling toxic or explosive dust, battery material handling, pharmaceutical APIs.
- Advantages: No atmospheric venting of conveying air, ideal for inert gas blanketing with nitrogen.
- Limitations: Higher capital investment, requires oxygen monitoring when used with inert gas.
- Maintenance Points: Monitor oxygen levels continuously. Inspect heat exchanger on return air path quarterly.
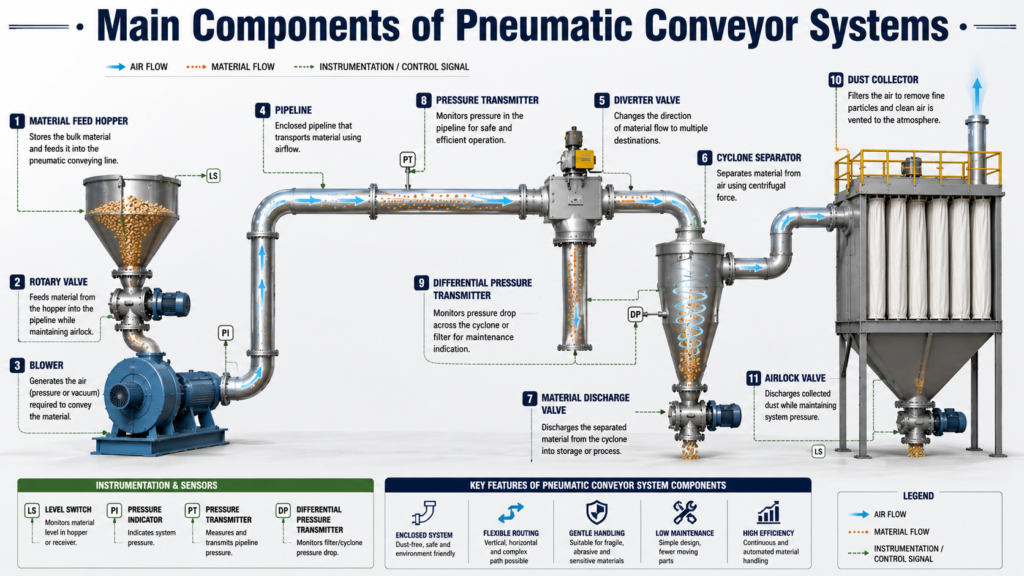
Main Components of Pneumatic Conveyor Systems:
Every system shares a core set of components. Understanding each component’s function makes troubleshooting faster and maintenance more targeted.
| Component | Practical Function |
| Blower | Generates the required airflow and static pressure. Roots-type blowers are standard in most of the plants. |
| Compressor | Used in high-pressure dense phase systems. Supplies 15–30 PSI or higher for slug conveying. |
| Rotary Valve | Meters material into the pipeline at a controlled rate. Acts as an air seal between feed hopper and pressurized line. |
| Pipeline | Carbon steel or HDPE pipe transports the air-material mixture. Pipe diameter determines velocity and capacity. |
| Diverter Valve | Routes material to multiple destinations without stopping the system. Critical in multi-silo facilities. |
| Cyclone Separator | Separates material from the air stream using centrifugal force. First-stage separation before the filter. |
| Dust Collector | Captures fine particles before air is vented. Baghouse or cartridge filters are most common in US plants. |
| Sensors | Pressure transmitters, flow switches, and level indicators provide real-time system feedback to the PLC. |
📘 Suggested Course: Basics of Sheet Metal Design for Mechanical Design Engineers
👉 If you want to understand sheet metal fundamentals, design principles, and component development techniques with real-world mechanical engineering applications, this course is highly recommended.
👉 Learn complete sheet metal design fundamentals here: [https://trk.udemy.com/6kdMME]
👉 Get full subscription access: https://trk.udemy.com/PzKGrq
Industrial Maintenance Guide for Pneumatic Conveying System Maintenance:
Daily Inspection Checklist:
- Check blower inlet air filter for restriction (check differential pressure gauge).
- Listen for unusual bearing noise on blower and compressor.
- Verify pipeline system pressure is within normal operating range.
- Check rotary valve for abnormal vibration or grinding sounds.
- Inspect dust collector differential pressure — clean or replace bags if above limit.
- Confirm all sight glasses are clean and showing material flow.
- Review PLC alarm log for overnight faults.
Weekly Maintenance Checklist:
- Check and record blower bearing temperature and vibration readings.
- Inspect flexible hose connections and expansion joints for cracks or swelling.
- Verify vacuum pump oil level and color (for vacuum conveyor systems).
- Lubricate rotary valve shaft bearings per manufacturer schedule.
- Test operation of all diverter valves through full cycle.
- Inspect discharge valves and airlocks at silo tops for wear.
- Review material throughput rates against baseline — drops indicate early wear.
Monthly Maintenance Checklist:
- Perform full elbow and bend inspection — use ultrasonic thickness gauge on high-wear points.
- Inspect rotary valve rotor tip clearance and record measurements.
- Check all pipeline flange gaskets for leaks — use smoke pencil or pressure test.
- Clean cyclone separator interior and check vortex finder condition.
- Inspect blower coupling and belt drives for wear.
- Verify all pressure relief valves are operational.
- Review energy consumption data — rising power draw signals increased line resistance.
Shutdown Maintenance Checklist:
- Open and inspect all blind flanges and cleanout ports for material buildup.
- Remove and rebuild rotary valve — replace end plates, rotor seals, and bearings.
- Flush all injection nozzles (air injection systems).
- Replace blower inlet filter element and inspect impeller for wear or fouling.
- Hydrostatically test pipeline if handling toxic or flammable materials.
- Inspect all sensor mounts and probe tips — replace corroded components.
- Update maintenance records and reset baseline vibration and temperature readings.
📘 Suggested Course: Basics of Plastics Design for Design Engineers
👉 If you want to understand plastic material properties, product design principles, and component design concepts with real-world engineering applications, this course is highly recommended.
👉 Learn complete plastics design fundamentals here: [https://trk.udemy.com/2R500M]
👉 Get full subscription access: https://trk.udemy.com/PzKGrq
Common Problems and Troubleshooting Guide:
| Problem | Likely Cause | Recommended Action |
| Line Blockage | Oversized material feed, loss of air velocity, moisture in product | Reduce feed rate, check rotary valve speed, inspect moisture separator on air inlet |
| High Pressure Drop | Partial blockage, excessive bends, undersized pipe diameter | Walk the line and tap pipe for hollow sound, review system curve against design spec |
| Material Degradation | Excessive conveying velocity in dilute phase, sharp elbows | Reduce air velocity, install long-radius or cast elbows, switch to dense phase if fragile |
| Excessive Wear | Abrasive product at high velocity, poor elbow material selection | Install ceramic-lined or cast basalt elbows, reduce velocity, add booster air points |
| Dust Leakage | Worn rotary valve seals, failed flange gaskets, cracked pipe | Replace rotary valve end plates, pressure test pipeline, re-gasket flanged joints |
| Low Conveying Efficiency | Blower wear, clogged filter, air leaks, worn rotary valve | Check blower output against curve, replace filter, seal all air leaks, measure rotary valve clearance |
Best Practices Used in Manufacturing Plants:
Many maintenance teams in food and chemical plants commonly observe that most conveying failures are predictable. The plants that catch them early share a few consistent habits:
- Install differential pressure transmitters across the filter and pipeline. Trend the data weekly — a 15% rise over baseline is your early warning.
- During plant shutdown inspections, experienced maintenance crews always use ultrasonic thickness gauges on elbows before visual inspection reveals thinning. By the time you can see wear, you are close to failure.
- In high-volume manufacturing environments, standardize spare parts kits — one rotary valve rebuild kit per installed unit, one blower filter per unit — so production shutdowns do not wait on a parts order.
- Use Schedule 80 carbon steel or ceramic-lined pipe at high-wear locations (first elbow after feed, all vertical rises). Schedule 40 is adequate everywhere else.
- Always match your air dryer capacity to the blower output. Moisture in the conveying air is the single most common cause of product clumping and line blockage in US humidity conditions.
- Label every section of pipeline with material flow direction, last inspection date, and pipe wall thickness. This saves hours during troubleshooting calls.
- For pharmaceutical and food-grade material handling systems, perform compressed air purity tests quarterly per FDA and cGMP requirements.
- Commission a conveying system test after every major repair — run at design capacity and record pressure profile across the full line before returning to production.
Conclusion:
Pneumatic Conveyor Systems are high-utilization assets in US manufacturing. Keeping them running efficiently comes down to consistent inspection routines, understanding how each system type behaves under load, and catching wear components before they cause unplanned downtime.
The 10 types covered here each have specific maintenance demands. A dilute phase conveyor needs frequent elbow checks. A dense phase conveyor needs pressure profiling. A vacuum conveyor system needs airtight integrity. Match your maintenance schedule to the system type and the material you are handling.
The troubleshooting table and maintenance checklists in this guide are built from real plant experience. Post them in your maintenance bays, train your technicians on the indicators, and your pneumatic conveying system maintenance program will keep production running.